








雙軸撕碎機刀片在進行粉碎生產時,所有的備件都各司其職,缺一不可。根據雙軸撕碎機刀片的工作原理,撕碎機刀片廠家,生產操作需要合適的軸承。那么如何選擇雙軸撕碎機刀片的軸承,讓我們來看看它:
首先,軸承的尺寸:在選擇雙軸撕碎機刀片的軸承時,首先要確定軸承的尺寸,然后根據軸的尺寸選擇滾動軸承。對于較大的軸,通常選擇滾柱軸承,而對于較小的軸,則選擇滾珠軸承。
第二,軸承負荷的大小:當選擇雙軸撕碎機刀片時,首先可以清楚地了解軸承負荷的大小。如果負載相對較大,將選擇滾柱軸承。如果軸承負荷較小或中等,將選擇滲碳鋼或貝氏體淬火的軸承。
第三,軸承的對中性能:當雙軸撕碎機刀片的軸中心線和軸座中心線不同時,存在角度誤差時,或者當軸的兩個支架間距較大,軸的剛度較小,軸在受力時容易彎曲或傾斜時,可以選擇對中性能好的對中球或對中滾子軸承和外球軸承。這種軸承可以在軸稍微傾斜或彎曲的情況下保持正常運行。
四、軸承的轉速:雙軸撕碎機刀片中的軸承有自己的轉速范圍,軸承本身也有自己的極限轉速,這與尺寸類型和結構特點有關。如果軸承超過其自身轉速,軸承溫度將升高,潤滑劑將變干,軸承將嚴重卡住。
我希望以上總結能對大家有所幫助。如果你還需要了解雙軸撕碎機刀片,你可以來馬鞍山川陽機械。


金屬撕碎機刀片磨損過快不正常的原因
1、設備外表熱處理不妥,因錘頭是用鋼制成,頭部經滲碳、淬火處理,淬火硬度為HRC60~65,若熱處理不妥,運用中會很快磨損. 2、撕碎機刀片的厚度小,常用矩形雙銷孔錘頭,雙軸撕碎機刀片,其運用壽命為200~500小時,厚度小雖可減輕分量而使撕碎生產率提高,但運用壽命短,一般多功能撕碎機錘片選用2~3mm,撕碎其它硬物料選用6~8mm.
3、吸風量太大,設備一般都采納吸風辦法來降低機內溫度、濕度,并避免粉塵外泄,但吸風量太大也會形成錘頭不均勻磨損,雙軸撕碎機刀片廠家,應適當操控風量.4錘頭與篩片的間隙太小,一般應保持在4~12mm,硬料為10~14mm.
經營范圍已覆蓋廢舊金屬、輪胎、塑料、木材、玻璃、紙質品、電線電纜、家電外殼等物料的回收破碎和分揀領域.
單機產品主要有破碎機、撕碎機、粉碎機、壓塊機、打包機等;生產線包括:廢舊汽車破碎回收生產線、廢舊輪胎破碎回收生產線、廢舊塑料破碎清洗回收生產線、廢舊家電破碎回收生產線、固體廢物處理生產線.


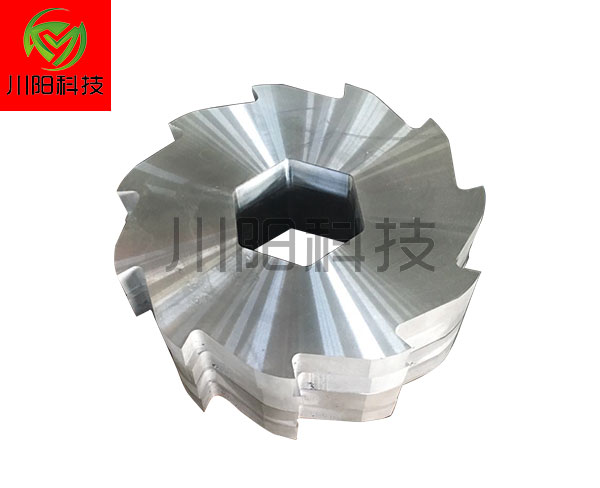
撕碎機刀片和其他設備上刀具的修磨方法根本就不一樣,撕碎機的刀具設計的 比較特殊,多爪刃的設計讓磨床無法對其進行修磨,而單一的對刀片的平面修磨會造成刀片之間的間隙過大嚴重影響使用。其他類型的機械刀片基本上都是用磨床對平面或對刃口部分進行修磨。 ??
那么撕碎機刀片具體該如何去修磨呢?作為撕碎機的主要組成部分,考慮到撕碎機刀片在運用的時分常常會對數十種廢 品進行撕碎機,撕碎復雜性十分高簡略形成撕碎機刀片刃口的磨損。一旦雙軸撕碎機刀片用鈍以后撕碎作用會變得很差,這時分就需要換上備用刀具,淮安撕碎機刀片,把用鈍的刀拆開下來進行修磨。撕碎機刀片的修磨和別的刀具的修磨不太一樣,別的類型的機械刀片基本上都是用磨床對平面或刃口部分進行修磨,而撕碎機刀片的構造的特殊性,多爪刃的規劃讓磨床無法對其進行修磨,而單一的對撕碎機刀片的平面修磨會形成刀片之間的空隙過大嚴重影響運用。


 在線客服
在線客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


